
FEM Fabrication d’Eléments de Munitions
1 - Historique
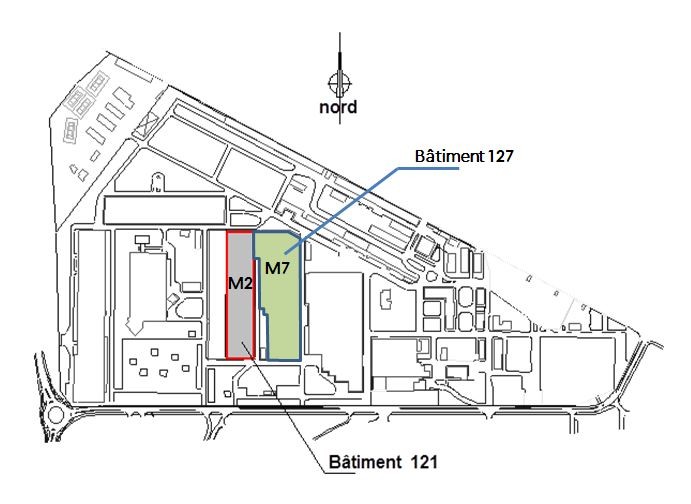
L’atelier de Fabrication d’Eléments de Munitions était composé de deux bâtiments le 127 (ex M7 et le 121 (ex M2).
1.1. Bâtiment 127
Origine de la construction
Le bâtiment 127 apparaît pour la première fois vers 1939-1940, sur les documents conservés dans les archives.
Utilisation du bâtiment
Le bâtiment 127 répertorié M 7 est édifié sur la zone libre entre les bâtiments 101 et 121 pour abriter les activités de la société LATIL " Automobiles industrielles ".
En 1944 ce bâtiment abrita un atelier de la Société Nationale de Construction Aéronautique du Sud Est (SNACASE), et vers 1946 un atelier de la société Air France.
Ce n'est qu'à partir de 1947 que le bâtiment 127 sera utilisé comme douillerie de 20 et 30 mm
La production sera effective jusqu' en 1994.
Caractéristiques dimensionnelles
Le bâtiment se présentait sous la forme d'un volume rectangulaire de dimensions générales longueur 190 m, largeur Nord 65 m largeur Sud 44.25 m.
- La surface d'emprise au sol : 11 084 m²
- Hauteur totale du bâtiment : 9.50 m
- Le nombre de niveau : 2
La Puissance installée était assurée par 5 transformateurs de 630 KVA et un transformateur de 800 KVA répartis dans les zones de forte consommation (traitements thermiques notamment).
1.2. Bâtiment 121
Origine de la construction
Le bâtiment 121 a été construit en 1916. Il apparaît pour la première fois le 27 Juin 1917 dans les documents d’archives, sur un plan de masse répertorié 1269.
Utilisation du bâtiment
Le bâtiment 121 répertorié M 2 est édifié sur la zone de l'atelier de chargement de la cartoucherie installée en 1875 et rattaché à la Direction de l'Artillerie.
Il était utilisé sous la désignation " Atelier du matériel ". Il comportait trois secteurs à l’utilisation indéfinie au regard des documents archivés. Ils étaient désignés sous les références Ma - Mb - Mc
A partir de 1945 une activité à la définition plus précise, y fût installée :
Fabrication des douilles laiton de 7.5 mm, 7.62 mm, 9 mm et 12.7 mm
En 1953 les installations furent complétées par une zone de bureaux, vestiaires, etc...
Dans l'atelier zone Nord un local à peinture a été installé comprenant une cabine de peinture de type SPRIMAG en 1985.
Durant l'année 1991 l’activité fut arrêtée.

Aspect architectural (prise de vue mars 2015)
Caractéristiques dimensionnelles.
Ce bâtiment aujourd’hui désigné sous le nom de « Halle » doit être réhabilité dans le cadre du projet Eco-quartier de la Cartoucherie.
Il se présente sous la forme d'un volume rectangulaire de dimensions générales :
- 190 m de longueur par 46 m de largeur; travée centrale 10 m - travées latérales 15 m - travée bureaux et vestiaires 6 m.
- La surface d'emprise au sol est de : 8 740 m²
- Hauteur totale du bâtiment : 10.20 m
- Le nombre de niveau est : 1
- La puissance électrique disponible dans ce bâtiment était de 1900 KVA
2 - FEM en chiffres :
Durant la période 1980-1985, l’effectif était de 200 personnes environ réparties en plusieurs équipes par typologie d’activités.
- Déformation à froid moyens calibres (emboutissage, filage, étirage, bourreletage, sertissage)
- Traitements thermiques et de surface (tous calibres)
- Usinage moyens calibres douilles et obus
- Petits calibres déformation à froid et usinage
- Contrôle en chaîne et vérification finale
- Encadrement, pointage et planning.
Au cours de cette période de pleine activité, de nombreux investissements ont été réalisés pour faire face à un plan de charge important. La production annuelle moyenne se situait autour des valeurs ci-dessous :
- Douille de 30x113 = 1 800 000
- Douille de 20/693 = 1 100 000
- Douille de 20/621 acier et laiton = 300 000
- Obus d’exercice 30XL et 30XT = 1 800 000
- Obus de 20 mm exercice et traceur = 1 200 000
- Obus de 20 mm sous calibré = 200 000
- Etui de 12.7 mm = 4 000 000
- Etui de 9 mm = 10 000 000
D’autres fabrications (marginales) comme la douille de 25 mm, douille 30x150, corps de bombelette pour le 155 OGRE étaient en phase de développement ou d’industrialisation et servaient de support aux études en cours relatives à la mise en œuvre de nouveaux matériaux (25 B2, 30MB5, 42 CD4 ..)
3- Parc machines
Le parc machines de FEM était composé de plusieurs centaines de machines en grande partie spécialisées pour la frappe à froid (acier et laiton) dans le domaine des fabrications de grandes à très grandes séries. Certaines machines étaient polyvalentes et pouvaient donc servir suivant l'outillage et l'appareillage à différentes opérations ou gammes de fabrication. D'autres machines plus spéciales étaient réservées à une opération en particulier (exemple: usinage culot et mise de longueur D30mm)
3.1. machines ou installations d’usage général :
- presses à 1 ou plusieurs postes à alimentation automatique,
- presses horizontales (bourreletage),
- machines d’usinage (décolletage multi -broches),
- fours de traitements thermiques en continu (fours à tapis)
- chaînes de traitements de surfaces (dégraissage, phosphatation et savonnage),
- chaîne de peinture (laquage),
- de contrôle non destructif.
3.2. machines ou moyens spéciaux :
- machines à marteler (ceinturage)
- de sertissage retreint et calibrage du collet
- de mise de longueur,
- de traitement thermique par hautes fréquences (recuits partiels),
- de contrôle dimensionnel,
- de laquage,
- de délaquage et désoxydation (bain de soude en fusion)
- de moyens de manutention adaptés à la traçabilité requise et aux opérations concernées (tonneaux de traitement de surface, clayettes d’usinage, etc…)
- des moyens de contrôle propres aux installations (fours, générateur de gaz et chaînes de Traitement de surface)
Ces moyens de production représentaient des investissements très importants qui ne se justifiaient que par un volume de production suffisant (poids de l’amortissement sur le prix de revient du
produit).
La charge industrielle de ces moyens pendant cette période (début 1980) était telle que le coût d’amortissement rapporté au prix de revient du produit était parfaitement optimisé.